
14
专业专注异型非标冷镦技术的生产厂家
欢迎访问瑞安市华诺五金制造有限公司官方网站 !
冷镦变形程度的表示方法及许用变形程度
在冷镦加工时,由于金属产生加工硬化作用,冷镦变形程度越大,变形抗力也将越大。当冷镦变形程度超过金属材料本身最大许用变形程度时,在零件侧表面就会形成裂纹;当冷镦的单位压力超过模具所允许的压力时,就会引起模具的损坏。因此,对各种不同尺寸形状、不同冷镦材料,应当选择合理的变形程度。一般冷镦变形程度常用下式表示:
式中,ε-冷镦变形程度;
h0-镦粗前毛坯原始高度;
h1-镦粗后零件的高度。
另外,如果冷镦前毛坯长度过高,冷镦时则会产生侧向弯曲,造成折叠、夹灰等缺陷。因此,冷镦时的变形程度要选得合适。
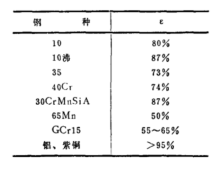
据一些工厂的实验数据得知,不同金属材料,在冷镦时侧表面出现裂纹的最大许用变形程度如下表:
冷镦次数的决定
冷镦变形程度超过上列数据时,为防止产生裂纹,应进行中间退火,以消除冷镦变形中产生的硬化现象,然后再继续镦锻。除了考虑最大许用变形程度外,对于几何形状过分复杂的冷镦产品,也必须考虑中间退火。如采用中间退火工艺,则只能分工序进行冷镦。
冷镦工艺除受上述变形程度影响外,还必须考虑锄锻时材料的弯曲。一般实跋经验是,根据线材未夹持帮分的自由高度h与其直径dm之比,来决定镦锻次数。
在实际生产中,还要考虑产品的几何形状,按照上列数据多增加一次镦锻。如螺栓、螺钉、螺母的冷镦次数,就要比上列计算数据多镦一次。这是一方面为了考虑模具的使用寿命,另外也是为了保证产品质量。




